
HCH-20TH2D-C裁切机控制器
- 品牌:
- 型号: HCH-20TH2D-C

HCH-20TH2D-C裁切机控制器(伺服步进型)


一、【功能简介】
该微电脑自动裁切机控制器主要用于高精度裁切机及送料机控制方面。对于用步进电机或伺服电机作驱动进行定长度的裁切或定长送料方式,用此控制器不需要编程及调试,我们在控制器内部已经固化了完善的程序,只需要按照我们提供的图纸,接好外部控制电路,然后后在控制器上设定好相关的参数,调整好伺服或步进驱动器的参数,就可以正常工作,为您开发设备节省很多时间及成本。本控制器具有定长裁切和数组裁切的双功能,定长裁切就是设定多个裁切长度,长度值设为一样,及数量,每次都按这个长度来裁,数组裁切就是可以设定最大12组长度的数据,及每组长度的裁切数量,裁切完第一组后自动裁切下面那一组,直到下面组的长度或数量有一个值为0,就停止裁切。当作为一个长度来裁切时,只需要把数据设定好,产量设到需要的数量值,下一组数据设为0即可,如果裁切3组长度,只需把第4组长度值或数量值设为0,即裁完3组长度后就会自动停机。依此类推,最多可以设定12组长度据,及12组的产量值,最少设定一个长度数据。当系统检没到当前数组数据为0时,自动停止裁切。另外控制器具有送料精度高、运行稳定、使用方便、维护简易等优点。
二、【技术参数】
1、工作电压:直流24V;
2、控制器功率:≤3W;
3、数据裁切长度:1-99999.99毫米可调;
4、裁切精度:电气精度 ≤ +0.01MM;
5、安装开孔尺寸:150mmX108mm, 控制器厚:42mm
三、【控制器参数及性能】
1、裁切参数:参数范围1-99999.99毫米,数组为需要裁切的片材长度,更改参数的数值,即可改变所裁切的片材长度,操作简单方便。
2、产量设置:参数范围1-999999个,些参数为需要裁切的片数,达到此数值自动停机。
3、生产数量:每组计数范围1-9999999片,此数值为每组所裁切片材的最高片数,用于计量裁切。
4、手动操作界面,用于调试设备而设,可以控制切刀的单独升降动作,及步进电机或伺服电机的送料退料操作,给设备调试带来方便。而且在手动操作时具有保护功能,切刀下压未上升时,步进或伺服电机不能驱动电机转动,并且操作错误时界面会提示“手动升上切刀后才能送料!”信息,以防有料时误操作损坏电机及机械轮。当在自动状态下时提示 “请转换到手动模式再操作!”。
5、报警功能:此控制器切刀动作可以配置位置开关,用来检测切刀的位置,避免送料动作及切刀下压同时发生,而且开关可以任意配置,只装一个上位传感器,或者只装一个下位传感器,甚至可以一个开关都不安装,当一个开关都不装的情况下,是使用的延时功能,通过切刀动作的延时来判断是否送料,延时参数可以在出厂前调好,因为此参数具有密码保护,终端使用者不能随意更改,很好的保护了设备的正常工作。而且在使用位置开关时,工作中如果未感应到,界面也会提识相应的报警信息,如:“切刀上位传感器未感应到!”“切刀下位传感器未感应到!”用来提示使用者设备哪个地方出现了问题,便于快速维修,甚至不需要专业人员,操作者把提示的位置传感器移下位置就行了,减少了设备生产厂商很多不必要的售后及维护。
6、设备厂家参数设定,这些参数的设定需要密码才能调整,特为设备生产厂家而设,出厂前跟据驱动器的参数及机械部分的参数设定好相关参数,控制器就可以正常使用了。
四、【系统工作方式举例说明】
本控制器用于如下图的控制方式,用步进或伺服电机作为驱动,通过步进或伺服电机驱动下辊带动材料来控制送料长度,当送料长度达到设定长度后,电机停止转动,切刀在电机或气缸或油缸的驱动下完成裁切动作,裁切完后裁刀回位,然后再送料,再切料,这样周而复始的工作,直到设定停机数量到达或人为停机,才停止工作。为了送料动作的安全性,可以在裁刀上安装行程开关或磁开关来判断裁刀位置,以免发生裁刀没有抬起来就出现送料的情况,或者也可采用延时的方式来避开这一点。示意图如下:
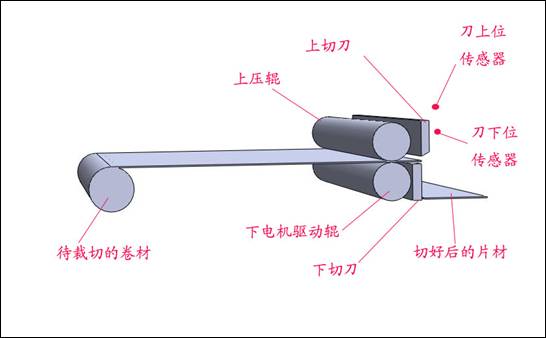
机械系统原理示意图见上图
上图系统中:待切片材通过放料架或放料设备供料,然后进入裁切机上下压辊中间,调整好上压辊的压力,确保下辊在驱动时有足够的驱动力。然后送入切刀下,裁切刀上如果配有行程开关或磁开关,请确保裁刀在上位时,上位行程开关动作或磁开关能感应到,切刀下压后下位行程开关动作或磁开关能感应到。上电开机后,裁刀会先作裁切动作,裁切完成后,下电机驱动辊在步进或伺服电机的驱动下作送料动作,送料长度达到控制器设定长度后停止,然后裁切刀再次作裁切动作,上刀下行后裁断片材,这时刀下位行程开关动作或磁开关感应,感应后切刀回位上升,碰到切刀上位的行程开关或磁开关传感器后,下辊才继续驱动片材送料,送完后再裁切,这样循环工作,直到停机或者停机数量达到时停止,如果裁切过程中,行程开关或磁开关传感器未正常动作或感应到,机器会停止在当前状态,且界面上会出现报警提示,提示哪个传感器未正常感应或行程开关未动作。当用于定长送料时,切刀输出不用即可,上位传感器作为允许送料的检测传感器。五、【控制器界面具体说明】(图片实拍)
开机上电后,显示厂家公司名称及联系方式,厂家信息可以按客户要求定制。如下图:

在此界面状态下,按“ENT”键,进入系统。如果上电5秒后没有按“ENT”键,也会自动进入系统界面。系统界面如下图:

在上面的系统界面中,按“ESC”键,进入参数设定界面;按“SET”键,进入裁切监视界面;按“ENT”键,进入手动操作界面。
它们的显示分别如下:
参数设定界面

在上界面中,“当前正切”为当前裁切的长度值是第几#数组的设定长度及产量,此值不可设定,只作显示。,“裁切长度”为当前设备工作时所裁切出的片材长度,对应当前设定的数据长度值。按“→键”进入设定长度的界面,共计有12组长度参数及每组数量可设置,如果只需要裁切一个长度值,只需要设置1#数组的参数长度即可,数量设到最大值9999999,裁切完成后自动停机,如果要裁切4种长度值,设置1#至4#数组的长度值及每组的数量值,第5#数组参数长度或数量设为0即可,系统自动检测参数长度,当检测的当前数组长度值为0时,自动放弃当前数据的调用,而停止工作。

按“▲键”或“▼键”用于翻页;上图中,第一个要裁切的长度为:100.毫米,。需要的数量为1,第二个裁切的长度为:200毫米,需要裁切的数为2片,第一个至到第十二个长度组及数量,都可设定,裁完第一组的数量后,开始裁切第二组长度及数量,依次往下裁,直接数据长度为0或产量为0时停止工作。
上图中按“▼键”时显示界面如下:

上图中按“▼键”时显示界面如下:

上图中按“▼键”时显示界面如下:

总裁切长度数据最多12组,最少可以设定1组。
要改变长度参数,只需按一下面板上的“SET”键,参数的相应位就会闪烁,闪烁位即为要修改的位,按“←键”或“→键”可以改变要修改的位,然后按需要的数字键,改完后按“ENT”键确认,如果只要修改第2个长度,不修改第1个长度,只需要按“SET”键2次,光标就会跳到第2个参数上闪烁。其它跟上述一样操作。
在调机或者需要手动时,请进入手动模式,界面如下:

在此界面状态下,按“SET”键,切刀动作,再按一次“SET”键,切刀回位。在自动模式下,如果按“SET”键,界面显如下:

表明外接“手动/自动”旋钮处于自动状态,不能手动操作,如需手动操作,需把外接“手动/自动”旋钮转到手动端,然后再手动操作。
在手动状态下,如果按完“SET”键,切刀动作到下位,如下图

此时正常操作,应再按一次“SET”键,让切刀回到上位,再按“→”键或“←”
键。在切刀未回到上位的情况下,如果按“→”键或“←”键,送料将不会动作,且提示操作者操作错误,从而防止了误操作损坏其它机械件的可能性。提示界面显示如下:

在自动生产过程中,如果出现停机的情况,只要不是人为操作停机,都会有相应的显示信息出现,从而给故障查找带来很多好处,非技术人员按照界面信息提示,也能处理好故障,减少了厂家上门维修的烦恼。如工作过程中,传感器损坏或移位,会有如下界面提示:

此界面提示上位传感器出现的故障,只需检测刀上位传感是否完好即可。

此界面提示下位传感器出现的故障,只需检测刀下位传感是否完好即可。
六、【控制器调试及出厂参数设置】
1、按后面的接线图接好线,“手动/自动”旋钮为二档开关,触点闭合时为自动状态,断开时为手动状态;“启动”和“停止”按钮,均为常开按钮。“来料启动”和“缺料暂停”一般为行程开关,如果未用到缺料停机,请把“X7”与COM端联接在一起;“切刀上位传感器”和“切刀下位传感器”一般为两线的磁开关,也可选用接近开关,如选用接近开关,请参数图纸下方选线;
2、步进或伺服部分,请仔细阅读使用说明书;依说明书确认是否需要接阻流电阻,确认一切接线无误;
3、测量或计算好伺服或步进电机转一圈送料轮所送料长度值;以及伺服或步进电机一转所需要的脉冲数,两个参数准备好后通电试机;
4、通电后显示开机页面如下:

等待5秒后,自动跳入如下页面,或者按“ENT”键进入:

在上界面中多按几次面板上的ENT按钮,会提示打开口令,在提示的打开口令中输入出厂参数设置口令:1688后,按“ENT”确认,然后退出,多按几次“ESC”按钮让界面回到如下页面:

在显示如上图的界面中,按“CLR”键,就可以进入参数设置界面,显示如下:

上图中:
电机一转长度:即电机转一转时,所送料的长度值。当没用减速机构时,即为送料轮的周长值。
电机一转脉冲:即电机转一转所需要的脉冲数量。请参照伺服或步进电机手册;
自动最高速度:为自动时伺服的送料速度;
然后“→键”,进入下一页,显示如下;

速度加速时间: 伺服从初始速主到最高速度所需的时间。一般为50-100ms
刀上升保持时间:即切刀电磁闭断电后的延时,当有切刀上位传感器时,此参数请改为0;
刀下压保持时间:即切刀电磁阀通电时间,当有切刀下位装有传感器时,此参数请设0;
然后“→键”,进入下一页:

点动最高速度:即手动时伺服的速度。
点动加速时间:一般输入50-100MS,就行了。
上位传感器第一次无效或有效选择:用于开机时,上位传感器能否感应到,如果感应不到,请设业无效。有些设备由于惯性的问题,正常裁切时能感应到,但停机时上位开关感应不到,如果是此种情况,设为无效即可,否则不能开机。按“→键”可以切换。
然后“→键”,进入下一页:

组数量完杨暂停时间:此参数为裁切完第一组产量后,暂停3秒,再进入第二组产量的裁切,以区别不同长度的裁切成品。
如果参数设置好后,关电后重新上电,即密码再次有效,再次进入出厂家数设
置时,请重新输入密码;
七、【控制器接线原理图纸】(见下页)




