
HCS-20TH2B寻色标位裁切机控制器
- 品牌:
- 型号: HCS-20TH2B

(控制伺服或步进型)




一、【功能简介】
HCS-20TH2B寻色标位裁切机控制器主要用于卷材、片材的定位裁切。适合于印有色标,色彩标志的定位裁切,它不同于定长裁切控制器的功能。定长裁切控制器,是把卷材或长条材料按照设定的长度值,裁成统一长度的小片。寻色标位裁切机控制器,主要任务是寻找指定的色标位,按照设定方式,让每一次裁切,都从色标的边沿裁断。主要用于步进电机或伺服电机作驱动进行送料定位的裁切。用此控制器不需要编程及调试,我们在控制器内部已经固化了完善的程序,只需要按照我们提供的图纸,接好外部控制电路,然后后在控制器上设定好相关的参数,调整好伺服或步进驱动器的参数,就可以正常工作,为您开发设备节省很多时间及成本。本控制器参具有外观大气、送料精度高、运行稳定、使用方便、维护简易等优点。
二、【技术参数】
1、工作电压:直流24V;
2、控制器功率:≤5W;
3、色标间距长度: 1-9999.99毫米可调;
4、裁切精度:电气精度≤+0.01MM;
5、安装开孔尺寸:150mmX108mm, 控制器厚:42mm
三、【控制器参数及性能】
1、色标间距长度:参数范围1-9999.99毫米,此参数为需要裁切材料上色标之间的长度值,裁切不同的色标之间的距离的产品,更改此参数的数值即可。
2、停机数量:参数范围1-999999个,些参数为需要裁切的片数,达到此数值自动停机,并提示信息:“计数产量到达设定值停机!”。把界面调到产量页,产量清0后可继续开关工作。当不需设定数量停机时,只需把该参数设为0。
3、生产数量:计数范围1-999999个,此数值为所裁切片材的片数,用于计量产量。当停机数量不为0时,生产数量到达停机数量时,自动停机。
4、手动操作界面,用于调试设备而设,可以控制切刀的单独升降动作,及步进电机或伺服电机的送料退料操作,给设备调试带来方便。而且在手动操作时具有保护功能,切刀下压未上升时,步进或伺服电机不能驱动电机转动,并且操作错误时界面会提示“手动升上切刀后才能送料!”信息,以防有料时误操作损坏电机及机械轮。当在自动状态下时提示 “请转换到手动模式再操作!”。
5、报警功能:此控制器切刀动作可以配置位置开关,用来检测切刀的位置,避免送料动作及切刀下压同时发生,而且开关可以任意配置,只装一个上位传感器,或者只装一个下位传感器,甚至可以一个开关都不安装,当一个开关都不装的情况下,是使用的延时功能,通过切刀动作的延时来判断是否送料,延时参数可以在出厂前调好,因为此参数具有密码保护,终端使用者不能随意更改,很好的保护了设备的正常工作。而且在使用位置开关时,工作中如果未感应到,界面也会提识相应的报警信息,如:“切刀上位传感器未感应到!”“切刀下位传感器未感应到!”用来提示使用者设备哪个地方出现了问题,便于快速维修,甚至不需要专业人员,操作者把提示的位置传感器移下位置就行了,减少了设备生产厂商很多不必要的售后及维护。
6、设备厂家参数设定,这些参数的设定需要密码才能调整,特为设备生产厂家而设,出厂前跟据驱动器的参数及机械部分的参数设定好相关参数,控制器就可以正常使用了。
四、【系统工作方式举例说明】
本控制器用于如下图的控制方式,用步进或伺服电机作为驱动,通过步进或伺服电机驱动下辊带动材料来控制送料位置,当送料长度达到设定位置后,电机停止转动,切刀在电机或气缸或油缸的驱动下完成裁切动作,裁切完后裁刀回位,然后再送料,再检测色标位置,再切料,这样周而复始的工作,直到设定停机数量到达或人为停机,才停止工作。为了送料动作的安全性,可以在裁刀上安装行程开关或磁开关来判断裁刀位置,以免发生裁刀没有抬起来就出现送料的情况,或者也可采用延时的方式来避开这一点。示意图如下:
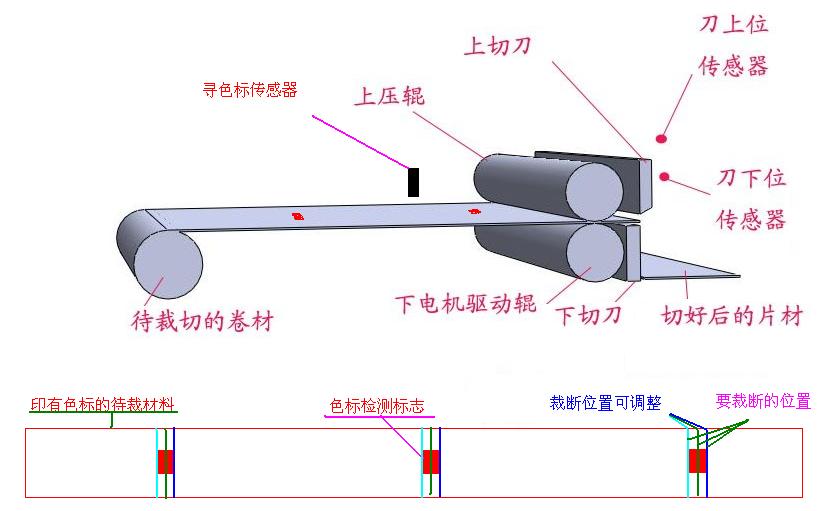
图下部分为要裁切的材料,带有等间距的色标位,每次需要裁切在色标位边沿,
裁切位置离色标的前后可以通过调节参数来控制,裁前裁后偏移多少距离可调。
机械系统原理示意图见上图:
上图系统中:待切片材通过放料架或放料设备供料,然后进入裁切机上下压辊中间,调整好上压辊的压力,确保下辊在驱动时有足够的驱动力。然后送入切刀下,裁切刀上如果配有行程开关或磁开关,请确保裁刀在上位时,上位行程开关动作或磁开关能感应到,切刀下压后下位行程开关动作或磁开关能感应到。上电开机后,先调整好色标检测传感器,确保色高度合适,能准备检测到色标位。开机启动前,请不要让色标位检测到,开机后,送料时检测到色标位后,会快速送到裁切刀下切断。裁切完成后,下电机驱动辊在步进或伺服电机的驱动下作送料动作,送料长度达到控制器内部参数的长度后减速检测寻找色标位置,检测到色标位后,再次快速送入刀口下进行裁切,周而复始,当色标位在规定的距离内未检测到时,会自动停机,从而减少浪费。上刀下行裁断片材时,这时刀下位行程开关动作或磁开关感应,感应后切刀回位上升,碰到切刀上位的行程开关或磁开关传感器后,下辊才继续驱动片材送料,送完后再裁切。如果裁切过程中,行程开关或磁开关传感器未正常动作或感应到,机器会停止在当前状态,且界面上会出现报警提示,提示哪个传感器未正常感应或行程开关未动作。
五、【控制器界面具体说明】(图片实拍)
开机上电后,显示厂家公司名称及联系方式,厂家信息可以按客户要求定制。如下图:

在此界面状态下,按“ENT”键,进入系统。如果上电5秒后没有按“ENT”键,也会自动进入系统界面。此5S时间后台可调整。系统界面如下图:

在上面的系统界面中,按“ESC”键,进入参数设定界面;按“SET”键,进入产量计数器界面;按“ENT”键,进入手动操作界面。它们的显示分别如下:参数设定界面

在上界面中,两标志位间距为待裁材料上,印有的色标位之间的距离,可用直尺量出后设定。要改变此参数,只需按一下面板上的“SET”键,参数的相应位就会闪烁,闪烁位即为要修改的位,按“←”或“→”可以改变要修改的位,然后按需要的数字键,改完后按“ENT”键确认,如果只要修改“停机数量设置”这个参数,只需要按“SET”键三次,其它跟上述一样操作。裁切位置偏移:为裁切时偏移标志位的距离,当工艺需要裁切位置偏标志位一个距离时,可以调整此参数,参数可正可负。当客户需要裁切一定产量后自动停机,只需设定好“停机数量”,当计数产量达到“停机数量”的数量时,会自动停止生产,屏上会提示信息。如果要继续生产,必须把生产数量清0。产量计数界面如下

在上界面中,大字体显示当前生产数量值,如果需要清除生产数量,为防止误清除生产数量,需要按住数字“0”键2秒钟,2秒钟后,产量自动清0。在调机或者需要手动时,请进入手动模式,界面如下:

在此界面状态下,按“SET”键,切刀动作,再按一次“SET”键,切刀回位。切刀动作时,前面指示灯会改变。如果在自动状态下,按切刀点动,切刀不会动作,且会提示:“请转换到手动模式再操作!”如果刀在下位,此时按“送料点动”或“退料点动”时,送料电机不会送料,也会提示:“手动升上切刀后再送料”,“手动升上切刀后再退料”等提示信息。从而不会损坏材料,减少了材料的浪费及保护了切刀。报警信息显示如下:


外接“手动/自动”旋钮处于自动状态,不能手动操作,如需手动操作,需把外接“手动/自动”旋钮转到手动端,然后再手动操作。在手动状态下,如果按完“SET”键,切刀动作切下时,如下图显示;

此时正常操作,应再按一次“SET”键,让切刀回到上位,再按“→”键或“←”键执行送料退料动作。
在自动生产过程中,如果出现停机的情况,只要不是人为操作停机,都会有相应的显示信息出现,从而给故障查找带来很多好处,非技术人员按照界面信息提示,也能处理好故障,减少了厂家上门维修的烦恼。如工作过程中,传感器损坏或移位,会有如下界面提示:

此界面提示上位传感器出现的故障,只需检测刀上位传感是否完好即可。

此界面提示下位传感器出现的故障,只需检测刀下位传感是否完好即可。如果出现下提示界面:

表明生产的产量已达到设定的停机产量了,只需把生产产量清0即可再开机生产,或者把“停机数量设置”设为0,就取消了自动停机功能。
六、【控制器调试及出厂参数设置】
1、 按后面的接线图接好线,“手动/自动”旋钮为二档开关,触点闭合时为自动状态,断开时为手动状态;“启动”和“停止”复位”常开按钮。“切刀上位传感器”和“切刀下位传感器”一般为两线的磁开关,也可选用接近开关,如选用接近开关,请参数图纸下方选线;
2、 步进或伺服部分,请仔细阅读使用说明书;依说明书确认是否需要接阻流电阻,一般24VDC都要配2K的限流电阻,以免损坏控制器和驱动器,确保一切接线无误。
3、 测量或计算好伺服或步进电机转一圈送料轮所送料长度值;以及伺服或步进电机一转所需要的脉冲数,两个参数准备好后通电试机;
4、 通电后显示开机页面如下:

等待5秒后,自动跳入如下页面:

在上界面中多按几次面板上的ENT按钮,会提示打开口令,在提示的打开口令中输入出厂参数设置口令:1688后,按ENT确认,然后退出,多按几次ESC按钮让界面回到如下页面:

在显示如上图的界面中,按“清除CLR”键,就可以进入参数设置界面,显示如下:

上图中:
电机一转长度:即电机转一转时,所送料的长度值。当没用减速机构时,即送料轮的周长值。
电机一转脉冲:即电机转一转所需要的脉冲数量。请参照伺服或步进电机手册;
自动送料速度:为自动时伺服的送料速度值;
然后按右箭头键,进入下一页,显示如下;

自动加速时间:伺服从初始速度到最高速度所需的时间。一般为10-100ms
刀上升保持时间:即切刀电磁闭断电后的延时,当有切刀上位传感器时,此参数请改为0;
刀下压保持时间:即切刀电磁阀通电时间,当有切刀下位装有传感器时,此参数请设为0;
然后按右箭头键,进入下一页,显示如下;

点动送料速度:即手动时伺服或步进的送料速度。
点动加速时间:一般输入10-100MS,就行了。
自动寻位速度:自动时,为了寻找色标位的准备性,用此速度参数来调整送料速度,以便准确无误的检测到色标信号,根据实际情况来调整,刚开始不要调得太快。如果能正确检测到色标后再慢慢调快,也便提高生产效率,但准确检测是首要的。
然后按右箭头键,进入下一页,显示如下;

传感器距刀口:此参数为色标传感器安装位置到切刀刀口的距离,把设备实测参数输入即可,此参数增大或减小,裁切刀的位置到色的偏移变变近或变远。
提前寻位距离:此参数为下一次色标位出现前,多少距离开始检测色标,此参数设太大,提前大长距离就检测,使生产效率变低,或者出现误检,一般提前5mm-20mm,根据实情况来设。
寻位距离长度:此参数为开启寻色标动作后,多长距离内寻找色标,当超过这个距离值还未找到色标位时,设备停机,并提示“未检测到色标标志停机”,此参数一定要大于“提前寻位距离”,否则会找不到色标。一般比“提前寻位距离”大5mm-30mm,根据色标长度的实情况来设。然后按右箭头键,进入下一页,显示如下;

传感器报警检测:此参数为切刀上下限位程序开关或接近开关的报警检测时间,当时间到达这个设定值,还要检测到信号,就会提示报警。一般气缸,冲床,油缸作切刀时,设为2秒即可。
开机画面显示时长:此参数为开机时显示的开机画面的时间长短,当到达这个时间值后,画面会自动跳转进入到系统操作页面。
传感器检边方式:此参数为设定检测色标位置的前位还是后位,前位为前沿检测,后位为后沿检测,按“右箭头”切换。断电后能保持。色标传感器,未感应到色标位时,控制器X0不亮,当检测到色标位时,控制器X0点亮,证明色标传感器工作方式正确。
如果参数设置好后,关电后重新上电,即密码再次有效,再次进入出厂家数设
置时,请重新输入密码;
色标检测传感器的安装位置说明:
此控制器,使用前请确保色标检测传感器的安装位置要求:
色标检测传感到刀口距离值的2倍值要大于材料上两色标之间的距离值;
七、【控制器接线原理图纸】(此处略)




